1-2 haftadır yazıcıyla denemeler yapıyorum aldım alalı. Merak ettiğim bir kaç soru var. Yanıtlarsanız sevinirim.
İlk flamenti taktıktan sonra yazıcıya gönderirken akış kalibrasyonu ve yatak kalbrasyonu yaptım fakat sonraları bu iki ayarı kapattım. Bunları standart her baskıda açmak gerekiyor mu? Özellikle final baskılar için.
Destekler kolay sökülüyor fakat etek bildiğin yapışıyor modele. Bunun bir ayarı var mı?
x aksının rezonansı öncekilerle uyuşmuyor diye bir uyarı alıyorum. Ama baskı da alıyor. Bu uyarıyı dikkate almalı mıyım?
Dikiş, kabuk ürünlerde hem içerde hem dışarda oluyor sanırım. Buna yapacak bir şey var mı? Rastgele gibi modları da denedim.
Genel olarak sorunum flament beyaz renkte olduğu için mi bilmiyorum hataları sanki çok belli ediyor. Biliyırum çok fazla ayar var ve hepsi birbirini etkiliyor fakat bana olması gerektiğinden daha kalitesiz çıkıyor gibi geliyor.
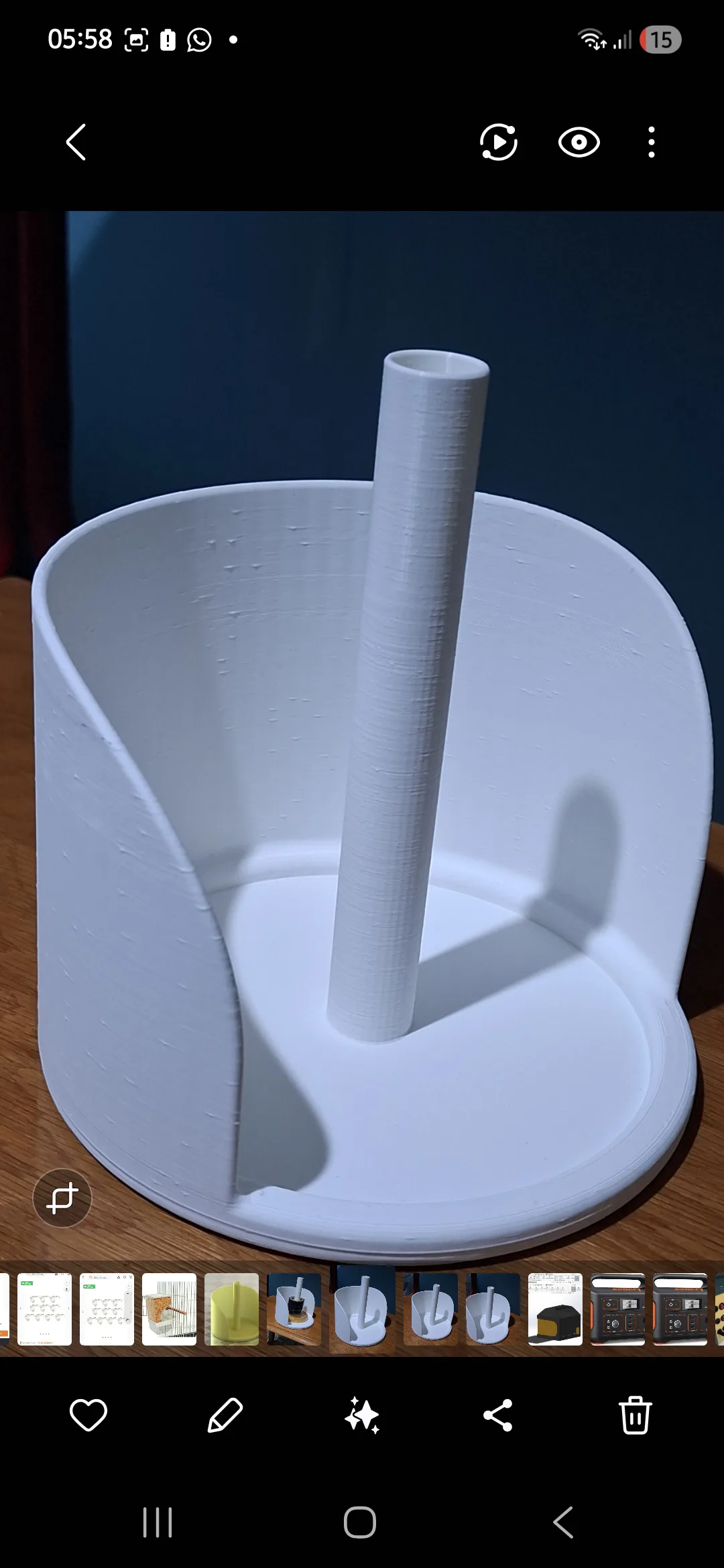
Aşağıdaki ayarlı spotun alt silindir kısmında destek çok yapışmış örneğin. Çıkartırjen ampülün dayandığı radiuslu kısmı da söktü. Acaba iyice soğumasını da mı beklemek gerekiyor bilemedim. İyice dayanıklı olsun diye Duvar döngüsünü 5 yaptım. 0.4 mm nozul çapı olduğu için et kalınlığını da 2.4 mm yapmıştım.
ikinci bantlıkta dikişi rastgele diye dağıttım. Kaliteli bir baskı diyebilir miyiz bilemedim.
En sondaki kutuyu fuzy yani bulanık yaptım dışı. Görece en iyisi o oldu.
Kahverengi olan bulaşıklık renginden dolayı mı yoksa akış kalibrasyonu falan iyi okdu diye mi bilmiyorum daha iyi görünüyor baskı kalitesi olarak.
Bu kadar detaylı yazmamın sebebi bir şeyler yapıyorum ama doğru mu yapıyorum yanlış giden ne anlamaya çalışıyorum. Fikirlerinizi belirtirseniz sevinirim.