Bambu Studio Ironing (Ütüleme) Ayarları: Pürüzsüz Üst Yüzey Nasıl Elde Edilir?
- Ironing tam olarak nasıl çalışır?
- Ironing ayarları Bambu Studio'da nerede?
- Parametreler tek tek
- Ironing Type (Ütüleme tipi)
- Ironing Pattern (Ütüleme deseni)
- Ironing Flow Rate (Akış oranı)
- Ironing Speed (Ütüleme hızı)
- Ironing Line Spacing (Çizgi aralığı)
- Ironing Inset (Kenar boşluğu)
- PLA için güvenli başlangıç ayarları (Bambu A1, 0.4mm nozzle, 0.2mm katman)
- Ayar Başlangıç değeri Not
- İnce ayar sırası: nasıl oturtulur?
- Malzemeye göre notlar
- Ironing ne zaman çözüm değildir?
- Baskı süresine etkisi
- Özet
Bir baskıya bakan ilk gördüğü yüzey genelde üst yüzeydir. Duvarlarda ya da kavisli yüzeylerde pek belli olmayan katman çizgileri, küçük boşluklar ve nozzle'ın yön değiştirdiği yerlerdeki minik çıkıntılar, düz bir üst yüzeyde apaçık görünür. İşlevsel parçalarda bu çoğu zaman önemsizdir; ama sergilenecek, hediye edilecek ya da rafta duracak bir baskıda fark, "özenli görünen" ile "belli ki yazıcıdan çıkmış" arasındaki çizgidir.
Bambu Studio'nun bu işe çözümü ironing (ütüleme). Bu yazıda ironing'in nasıl çalıştığını, ayarların nerede olduğunu, PLA için güvenli bir başlangıç noktasını ve en önemlisi kendi filamentine göre nasıl ince ayar yapacağını anlatıyoruz.
Ironing tam olarak nasıl çalışır?
Adı tam yerinde: tıpkı kumaştaki kırışıklığı ütüyle düzeltmek gibi, model üst yüzeyindeki çizgileri yok edip yüzeyi pürüzsüzleştiriyor. Mantığı şu: üst yüzey basıldıktan sonra nozzle aynı yükseklikte, çok düşük akış ve düşük hızla yüzeyin üzerinden bir kez daha geçiyor. Bu sırada iki şey aynı anda oluyor — nozzle'ın yaydığı ısı alttaki çizgileri yumuşatıyor, çok az miktarda sızan malzeme de çizgiler arasındaki boşlukları dolduruyor. Sonuç, neredeyse enjeksiyon kalıbından çıkmış gibi, katman çizgisi görünmeyen düz bir üst yüzey.
Kritik ayrıntı şu: ironing geçişinde nozzle Z yüksekliğini yükseltmiyor. Son üst katmanı bastığı seviyede kalıp yüzeyin üzerinde sürünüyor. Onu sıcak bir ütünün kumaşa bastırması gibi değil, ılık bir merdanenin hâlâ yumuşak malzemenin üzerinde kayması gibi düşün.
Önemli bir sınır: ironing sadece üst (yatay) yüzeylerde çalışır. Nozzle aşağı baktığı için yan duvarları ya da çıkıntıları ütüleyemez. Yani ironing'i açmak duvar kalitesini ya da kavisli yüzeyleri düzeltmez; sadece düz üst yüzeyleri iyileştirir.
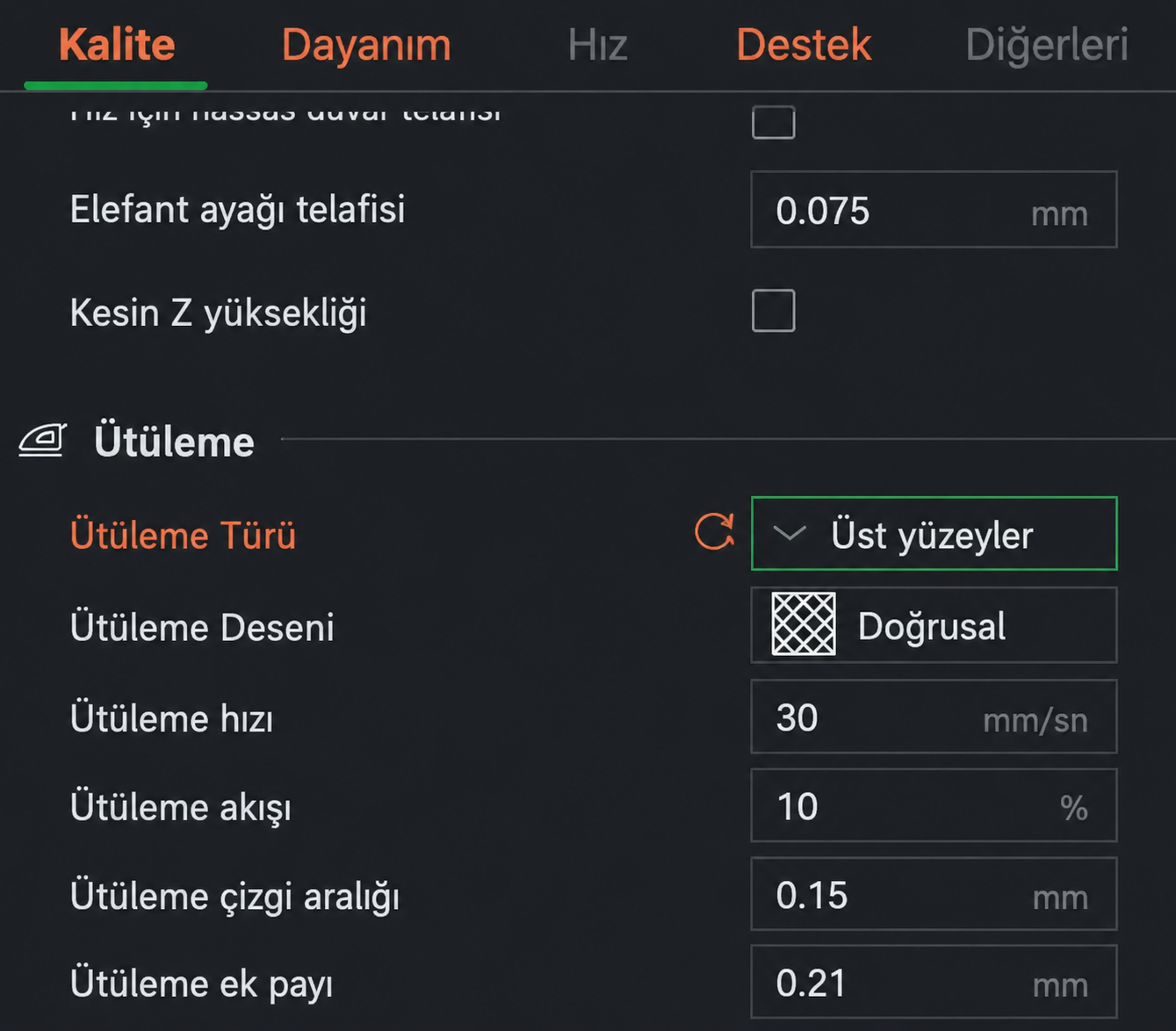
Ironing ayarları Bambu Studio'da nerede?
Ironing varsayılan olarak kapalı gelir. Açmak için: Process (İşlem) ayarları → Quality (Kalite) sekmesi → Ironing bölümü. Tüm parametreleri görebilmek için Advanced (Gelişmiş) modun açık olması gerekir; sadece temel seçenekleri görüyorsan üstteki Process menüsünden Advanced'i seç.
Parametreler tek tek
Ironing Type (Ütüleme tipi)
Hangi yüzeylerin ütüleneceğini belirler, üç seçenek var:
Topmost surface only (sadece en üst yüzey): modelin yalnızca en tepesindeki katmanı ütüler. En çok işe yarayan ayar budur. Sadece üstü görünen sergi parçaları için ideal, baskı süresine etkisi de en az.
All top surfaces (tüm üst yüzeyler): modeldeki her üst yüzeyi ütüler — ara yüksekliklerdeki düz yüzeyler, basamaklı tasarımlar, iç raflar dahil. Birden fazla görünür düz yüzeyi olan modellerde kullan.
All solid layers (tüm dolu katmanlar): üst, alt ve dolu dolgu dahil her dolu katmanı ütüler. Nadiren işe yarar, baskı süresini ciddi uzatır ama karşılığında kayda değer kalite getirmez. Genelde önerilmez.
Çoğu durumda Topmost surface only ile başla. Birden çok önemli üst yüzeyin varsa All top surfaces'a geç.
Ironing Pattern (Ütüleme deseni)
İki desen var. Rectilinear (doğrusal): yüzey boyunca ileri geri düz paralel çizgiler çeker, standart ve çoğu model için doğru tercih budur. Concentric (eş merkezli): dıştan içe halkalar halinde gider, dairesel ya da organik üst yüzeylerde şekli vurgulayan hoş bir görünüm verir. Kare ve dikdörtgen yüzeylerde neredeyse her zaman rectilinear daha iyidir.
Ironing Flow Rate (Akış oranı)
Ütüleme sırasında sızdırılan filament miktarı, normal ekstrüzyonun yüzdesi olarak. Ironing kalitesini en çok etkileyen tek ayar budur ve yeni bir filament ayarlarken en çok dikkat isteyen parametredir.
Bambu Studio'da varsayılan %10–15'tir; bilinçli olarak düşük tutulmuş ki taşıp yüzeyde topak yapmasın. Birçok PLA için en pürüzsüz sonuç %15–20 aralığında çıkıyor. Çok düşük olursa çizgiler arası boşluk dolmaz, yüzeyde doku kalır. Çok yüksek olursa malzeme yüzeyde birikir, nozzle bir sonraki geçişte içinden sürüklenir ve hiç ironing yapmamaktan daha kötü, çizgili/parlak lekeli bir yüzey çıkar.
Pratik aralık 0.4mm nozzle için çoğu PLA'da %15–30. %15'ten başla, yüzey düzgün görünene kadar %5'lik adımlarla artır. Silk PLA genelde daha az akış ister, çünkü daha akışkandır ve standart PLA'nın temiz bastığı oranda taşar. PETG akış oranına özellikle hassastır, fazlası düzleşmek yerine topaklanır.
Ironing Speed (Ütüleme hızı)
Nozzle'ın ütüleme geçişindeki hızı. Yavaş hız daha iyi sonuç verir, çünkü nozzle her noktanın üzerinde daha uzun durur, daha çok ısı aktarır ve malzemeye düzleşme zamanı tanır. Bedeli baskı süresi: büyük düz bir yüzeyi 30mm/s'de ütülemek, aynı yüzeyi 60mm/s'de ütülemekten epey uzun sürer.
Çoğu PLA işi için pratik aralık 30–80mm/s. Güvenilir bir orta nokta olarak 40mm/s'den başla. Yüzeyde hâlâ doku varsa, akışı artırmadan önce hızı düşür — çoğu zaman yavaş ironing, daha fazla akışın daha da bozacağı sorunu çözer.
Ironing Line Spacing (Çizgi aralığı)
Ütüleme geçişleri arasındaki mesafe (mm). Genelde nozzle çapından küçük olması önerilir ki aynı alan birden çok kez ütülensin. 0.4mm nozzle için varsayılan tipik olarak 0.1–0.15mm. Daha küçük aralık = daha çok üst üste geçiş, daha çok ısı, daha pürüzsüz sonuç — karşılığında daha çok süre. Büyük aralık süreyi azaltır ama geçişler arası soluk çizgiler görünebilir.
Sergi parçalarında, yüzey kalitesi öncelikse 0.1mm mükemmel sonuç verir. İşlevsel parçalarda, süre kaybı istemiyorsan 0.15–0.2mm makul bir uzlaşmadır. 0.4mm nozzle için 0.25mm'nin üstüne çıkma; geçişler düzleştiremeyecek kadar açılır ve pürüzsüz yüzey yerine ütü çizgilerini görmeye başlarsın.
Ironing Inset (Kenar boşluğu)
Bambu Studio'nun sonraki sürümlerinde eklenen bu ayar, ütüleme alanını yüzeyin kenarından biraz içeri çeker; böylece nozzle'ın yön değiştirdiği kenarlarda malzeme birikmesini önler. Değer mm cinsindendir, 0 ise kapalı demektir. Kenarlarda malzeme birikmesi görüyorsan 0.2–0.3mm iyi bir başlangıçtır; kenarlar zaten temiz çıkıyorsa 0'da bırak. Not: bu ayar Tercihler'de Develop (Geliştirici) modu açıkken görünür, standart Advanced modda gizlidir.
PLA için güvenli başlangıç ayarları (Bambu A1, 0.4mm nozzle, 0.2mm katman)
Aşağıdaki değerler "kesin doğru" değil — test edilmiş, iyi sonuç veren ve üzerine ince ayar yapabileceğin sağlam bir başlangıç noktası:
Ayar Başlangıç değeri Not
Ironing Type Topmost surface only Birden çok önemli üst yüzey varsa All top surfaces
Pattern Rectilinear Dairesel/organik yüzeylerde Concentric denemeye değer Flow Rate %15 Boşluk kalıyorsa %5'er artır; topak/çıkıntı varsa %10'a düş
Speed 40 mm/s Doku kalıyorsa 30mm/s'ye düş; sonuç temizse ve süre dertse 60mm/s
Line Spacing 0.15 mm Sergi parçalarında 0.10mm
Ironing Inset 0.2 mm Kenarda birikme varsa Develop modda aç; yoksa 0
İnce ayar sırası: nasıl oturtulur?
Dürüst gerçek şu: başlangıç ayarı seni yaklaştırır ama kusursuz sonuç, kendi filamentinle kendi makinende test etmekten gelir. Farklı filament tipleri — hatta aynı markanın farklı rengi bile — ütü altında farklı davranır. Bu tekniğin kusuru değil; malzemenin sıcaklıktaki akışkanlığına bağlı bir süreç olmasının doğal sonucu.
Tüm modeli basıp test etmek yerine küçük bir düz kalibrasyon parçası kullan. 50 × 50 × 3mm bir kutu, sonucu net görmeye yeter, filament ve süre israfı olmaz. Aynı parçayı her seferinde tek bir değişkeni değiştirerek bas. Sıra şu: önce akış, sonra hız, sonra aralık.
1. Önce akış oranını oturt. %15'ten başla. Yüzeyde alttaki çizgilerin dokusu (paralel sırtlar) hâlâ görünüyorsa akış düşük; %5 artır. Sırtların kaybolup yüzeyin "düz" okunduğu noktayı arıyorsun. Topak, leke ya da parlak düzensiz parlama çıkıyorsa akış yüksek; %5 düşür. Doğru akış, yüzeyin pürüzsüz göründüğü en düşük orandır. Ondan fazlası iyileştirmez, bozar.
2. Hızı ayarla. Akış iyi sonuç verince, hızı düşürmek daha da iyileştiriyor mu bak. 40'tan 30mm/s'ye in, karşılaştır. Gözle daha iyiyse kalsın; aynıysa hızlısını kullan, büyük yüzeylerde süre kazancı önemli. Ütüleme geçişinde hafif dalgalanma varsa, çoğu zaman önce hızı düşürmek çözer.
3. Çizgi aralığını rötuşla. 0.15mm'de iyi görünüyor ama yan ışıkta — parçayı belli bir açıyla eğince fark edilen — soluk paralel çizgiler hâlâ varsa, aralığı 0.10mm'ye düşür. Süre artar ama kalan doku gider. Işık altında sergilenecek parçalarda 0.10mm gözle fark edilir biçimde daha temizdir.
4. Kenarları kontrol et. Merkez oturunca ütülenen alanın kenarlarına bak. Çevrede malzeme birikiyorsa (nozzle'ın döndüğü yerde hafif kabarık bir sırt) ironing inset'i 0.2mm aç. Her filament/akış kombinasyonunda olmaz, varsayılan olarak ekleme — önce kontrol et.
Malzemeye göre notlar
PLA ve PLA+: Ironing için en affedici malzeme. A1'de standart PLA+ yukarıdaki ayarlarla ciddi ince ayar gerektirmeden iyi sonuç verir. %15 akış, 40mm/s'den başla. Koyu renkler bazen açık renklerden biraz daha fazla akış ister, çünkü doku koyu yüzeyde daha belirgin okunur. Mat PLA da güzel ütülenir ama sonuç yarı parlak yerine saten görünümlüdür — ikisi de hoş, sadece karakterleri farklı.
Silk PLA: Aynı sıcaklıkta standart PLA'dan daha akışkandır. %15 yerine %10 akıştan başla, çünkü taşıp topaklanma ihtimali daha yüksek. Hız 40mm/s'de kalabilir. Ütülenmiş silk PLA özellikle çarpıcıdır; metalik parlaklık düzleşmiş yüzeyde daha tutarlı hale gelir, parlatılmış döküm metal görünümüne yaklaşır. Sergilik silk parçalarda ekstra süreye değer.
PETG: Ütülenir ama dikkat ister. Düşük akış ve yavaş hız yüzünden heat creep (ısının yukarı kaçıp tıkanma yapması) riski vardır; PETG'nin saçaklanma/topaklanma eğilimi bu yavaş geçişte artar. %10 akış, 50mm/s'den başla ve ilk katmanlarda nozzle çevresinde topaklanma olup olmadığını izle. Topak çıkıp sürükleniyorsa akışı düşür ya da hızı artır. Bazı PETG'ler temiz ütülenir, bazıları ayardan bağımsız direnir; ısrarla kötüyse farklı bir marka denemeye değer.
PLA-CF (karbon fiber): Kötü ütülenir. İçindeki kıyılmış fiberler düzleşmeye direnir, mat siyah yüzeyde sonucu değerlendirmek de zor. Zaten PLA-CF'nin doğal yüzeyi iyidir, mat doku katman çizgilerini gizler — ironing nadiren işe yarar, atla.
Ironing ne zaman çözüm değildir?
Ironing üst yüzeyi iyileştirir ama tek araç değil ve bazen doğru araç da değil.
Üst katmanda yetersiz üst katman sayısı ya da düşük dolgu yüzünden boşluk/delik varsa, ironing bunları düzeltmez. Yüzeyi pürüzsüzleştirir ama yapısal boşluğu dolduramaz. Önce üst katman sayısını (en az 3–4) ve dolguyu (en az %15) düzelt, sonra ironing'e geç.
Genel baskı kalitesi tutarsızsa (düzensiz ekstrüzyon, saçaklanma, kötü kalibrasyon), ironing bunları gizlemez, tam tersine büyütür. Önce kendi filamentin için flow rate ve pressure advance kalibrasyonunu yap. Doğru sıra: önce sıcaklık kulesi, sonra pressure advance, sonra akış, en son ironing.
Üst yüzeyi tasarım gereği dokulu olan modellerde (kasıtlı pürüzlü yüzey, ahşap efektli baskı) ironing tam da yüzeyi ilginç kılan şeyi yok eder. Ironing düz yüzeyler içindir; dokudan beslenen tasarımlarda kapalı bırak.
Baskı süresine etkisi
Ironing süre ekler. Küçük üst yüzeyli modelde etkisi ihmal edilebilir. Büyük düz bir modelde — isimlik, telefon standı, sergi kaidesi — 30mm/s ve 0.10mm aralıkla 150 × 100mm bir yüzeyi ütülemek baskıya 20–40 dakika ekleyebilir. Onaylamadan önce Bambu Studio önizlemesindeki süre tahminine bak. Görünür yüzeylerde bu süre genelde değer; hiç bakmayacağın işlevsel parçada değmez.
Pratik akış: çoğu baskıda Topmost surface only kullan, ironing'i son üst katmanla sınırla. All top surfaces'ı sadece gerçekten birden çok yüzey gerektiğinde aç. İnce aralık/yavaş hız ayarlarını, üst yüzey kalitesinin merkezde olduğu işlere sakla.
Özet
Ironing, Bambu Studio'daki en etkili ama en az kullanılan yüzey iyileştirmelerinden biri. Üst yüzeyin önemli olduğu her baskıda aç, %15 akış ve 40mm/s ile başla, gördüğüne göre ayarla. Birincil değişken akış oranı — önce onu oturt. Hız, akış oturunca sonucu rötuşlar. Çizgi aralığı, en yüksek kalite isteyen sergi işleri için son kalite kolu.
Akılda tutulacak en önemli şey: bir filamentte işe yarayan ayar bir sonrakinde aynı sonucu vermeyebilir. Başlangıç değerlerini olduğu gibi al — başlangıç noktası olarak — ve düzenli ütülediğin her malzeme için birkaç kısa kalibrasyon baskısıyla doğru ayarı bulmayı bekle. Bulduğunda not et ve tutarlı uygula. Sonuç buna değer.