Anycubic Yazıcılarda Geri Çekme Ayarı
- Neden geri çekilmeye ihtiyacımız var?
- Geri çekme ayarı nerede bulunur?
- Yazıcı Ayarları - Geri Çekmeyi Etkinleştir
- Filament Ayarları - Geri Çekmeyi Etkinleştir
- Parametre Tanıtımı
- 1. Uzunluk
- 2. Yeniden başlatmada ek süre
- 3. Geri çekilirken Z sıçlaması
- 4.Z atlama tipi
- (1) Eğim
- (2) Normal
- (3) Spiral
- (4) Otomatik
- 5.Z kaldırma aralığının alt ve üst sınırları
- 6. Geri çekme hızı
- 7. Geri çekme hızı
- 8. Seyahat mesafesi eşiği
- 9. Yeniden başlatmada ek süre
- 10. Katman değişiminde geri çekme
- 11. Geri çekerken silin.
- 12.Silme mesafesi
- 13.Silmeden önce miktarı geri çekin.
- Önlemler
Neden geri çekilmeye ihtiyacımız var?
"Geri çekme" (retraction), FDM3D baskıda son derece önemli bir fonksiyondur. Temel amacı, "erimiş plastiğin akışını kontrol etmek ve baskı yapılmayan alanlarda gereksiz sızıntı ve çekmeyi önlemek", böylece basılan parçaların yüzey kalitesini ve hassasiyetini iyileştirmektir.
Şekilde gösterildiği gibi: Geri çekme işlemi solda kapalı, sağda açık durumdadır.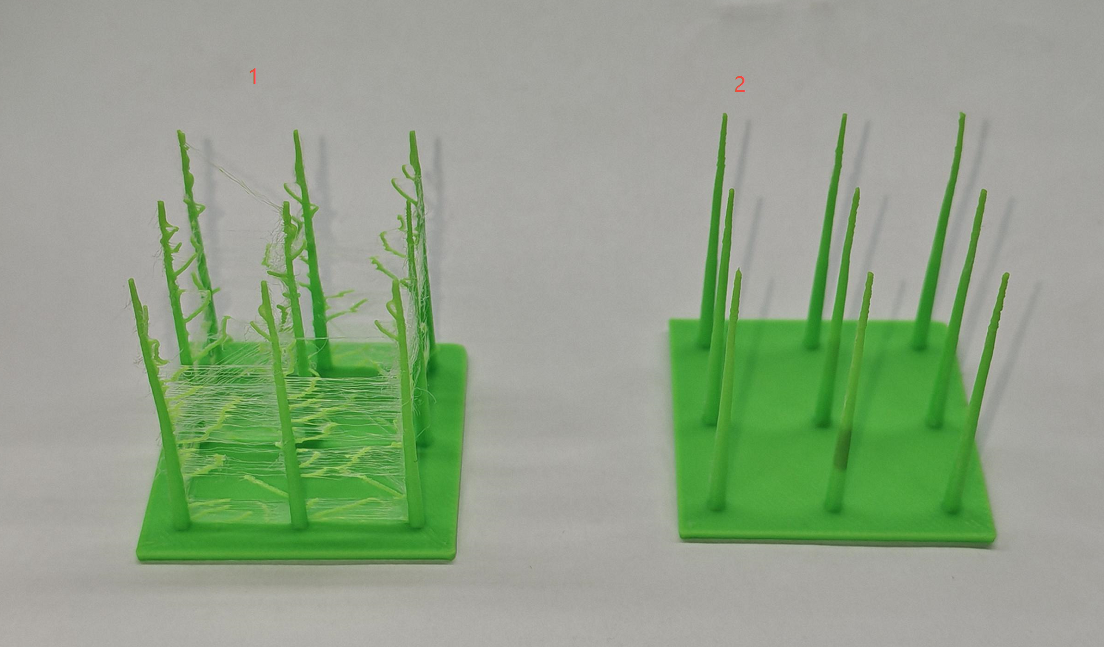
Geri çekme ayarı nerede bulunur?
Geri çekme işlevini yazıcı ayarlarından ve filament ayarlarından etkinleştirebilirsiniz.
1. Yazıcı ayarları
2. Filament ayarları
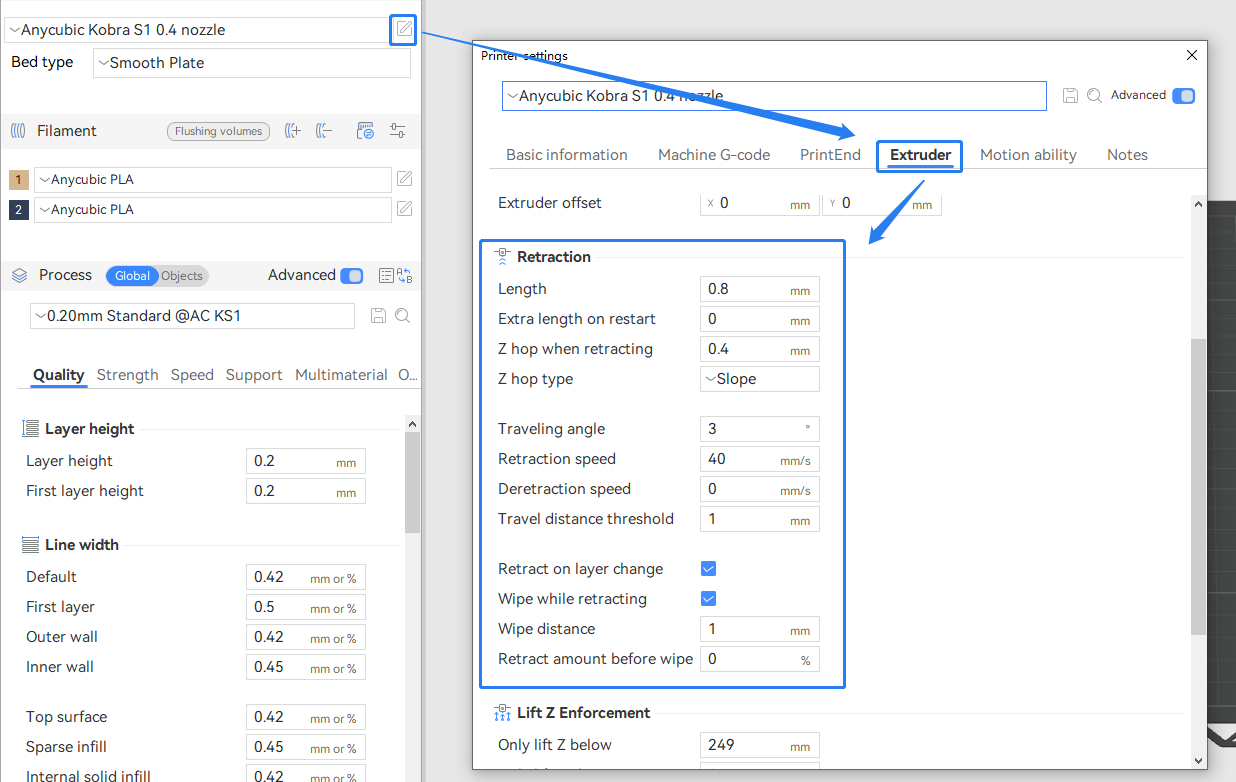
Yazıcı Ayarları - Geri Çekmeyi Etkinleştir
Lütfen Anycubic Slicer Next dilimleme yazılımını açın, yazıcı kenar çubuğunda "Ekstrüder"e tıklayın ve genel filament geri çekme parametrelerini ayarlayın.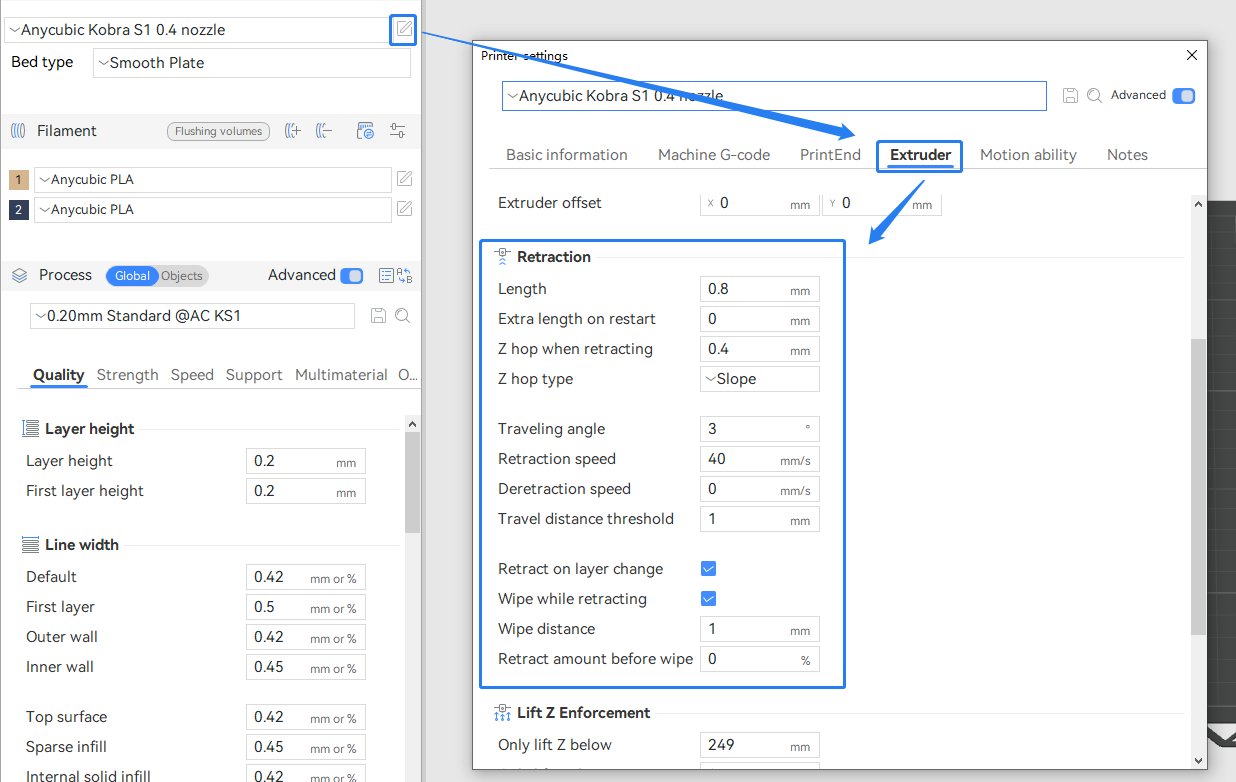
Filament Ayarları - Geri Çekmeyi Etkinleştir
Lütfen Anycubic Slicer Next dilimleme yazılımını açın, filament kenar çubuğundaki "Parametre Geçersiz Kılma" ayarına tıklayın ve belirli bir filamentin Geri Çekme parametrelerini ayarlayın.
(N/A, belirli bir filamentin geri çekilmesinin kapatılması anlamına gelir. Belirli bir parametre ayarlarsanız, parametre ayarı otomatik olarak etkinleştirilir.)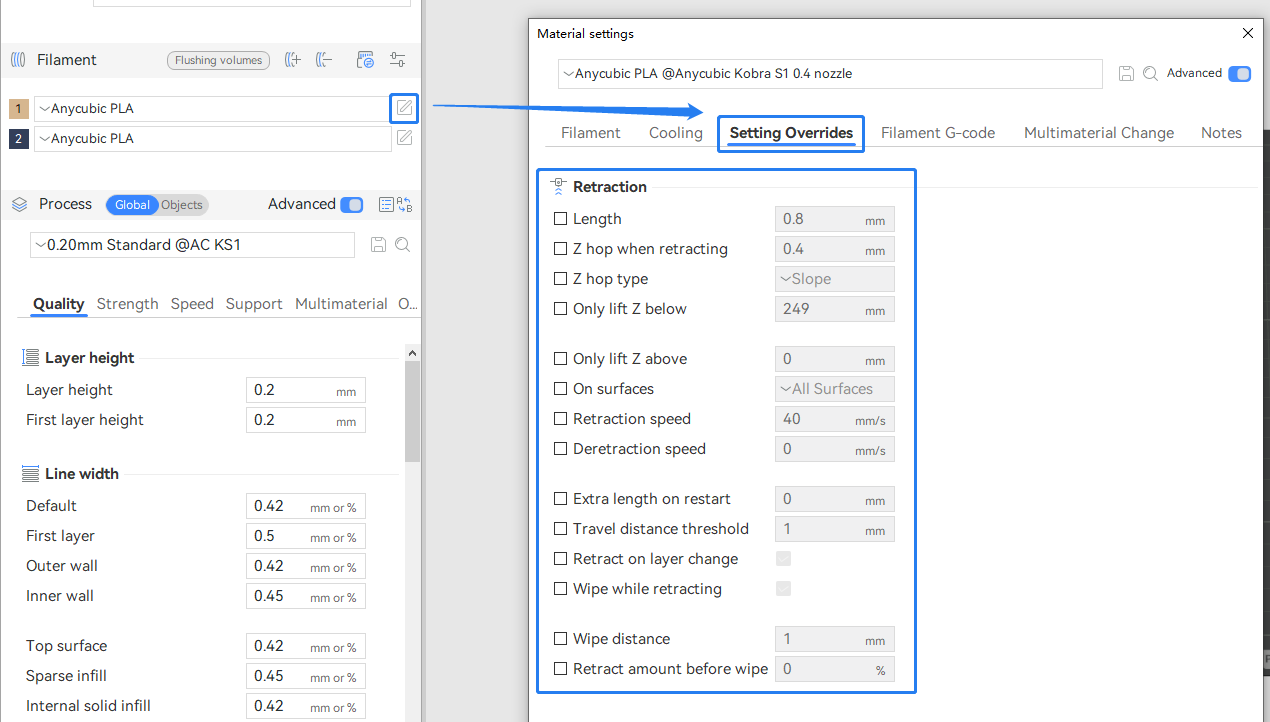
Parametre Tanıtımı
1. Uzunluk
Bu, uzun mesafeli hareketlerde sızıntıyı önlemek için ekstrüderden geri çekilen filament miktarıdır. Geri çekmeyi devre dışı bırakmak için 0 olarak ayarlayın.
2. Yeniden başlatmada ek süre
Hareket sonrasında geri çekme telafi edildiğinde, ekstrüder bu ilave filament miktarını itecektir. Bu ayara nadiren ihtiyaç duyulur.
3. Geri çekilirken Z sıçlaması
Geri çekme işlemi sırasında, nozul ile baskı arasında boşluk oluşturmak için nozul biraz yukarı kaldırılır. Bu, nozulun daha fazla hareket ederken baskıya çarpmasını önler. Z eksenini kaldırmak için spiral çizgiler kullanmak, iplik oluşumunu önleyebilir.
4.Z atlama tipi
Geri çekme işlemi tamamlandıktan sonra nozulu kaldırmanın birkaç yolu şunlardır: Otomatik/Normal/Eğimli/Spiral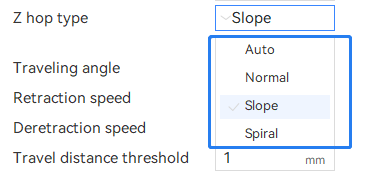
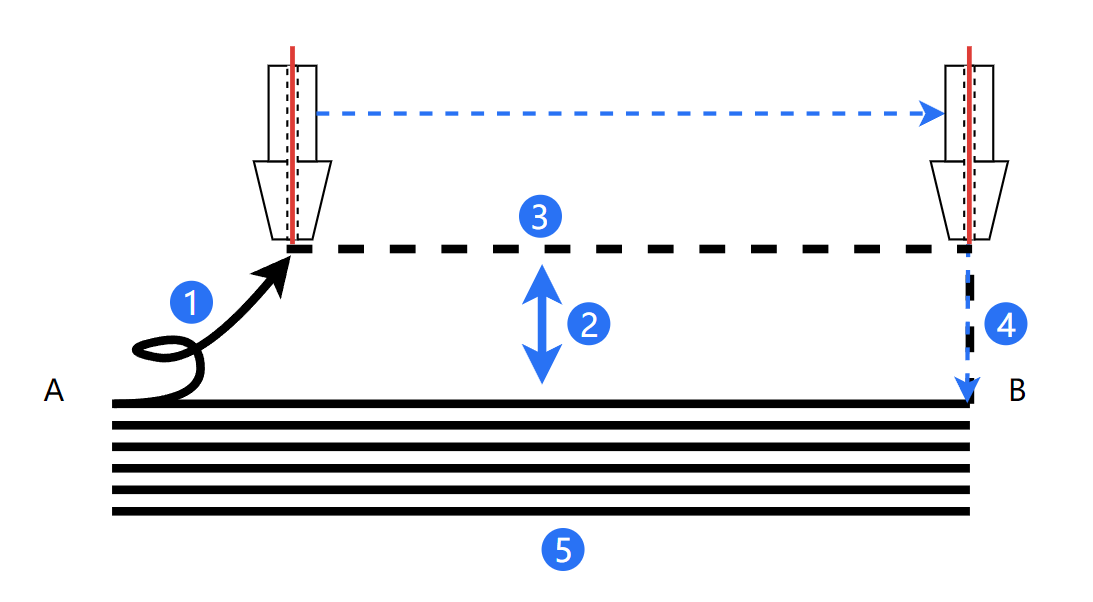
Aşağıdaki örnekte, sıcak uç nozulu A noktasından geri çekilerek B noktasına hareket ettirilmektedir.
(1) Eğim
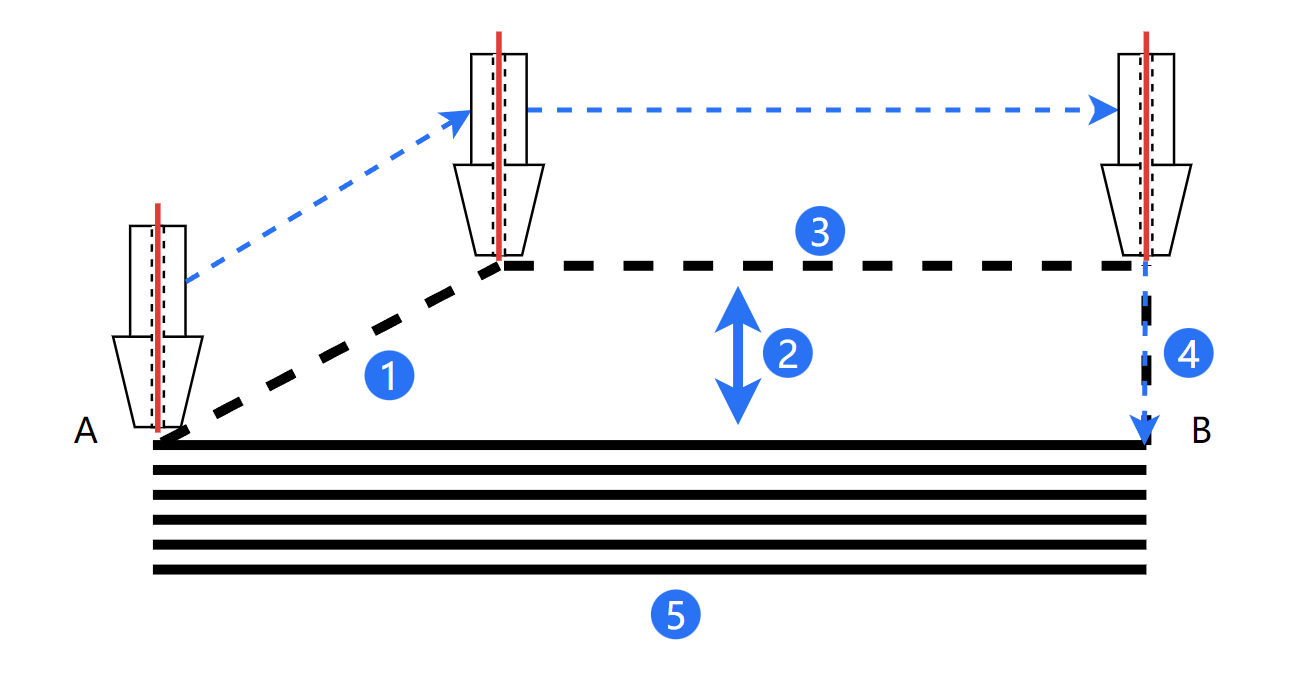
① Eğimli Z ekseni kaldırma açısı
② Z ekseni kaldırma yüksekliği
③ Seyahat
④ Z ekseni inişi
⑤ Baskı modeli yüzeyi
(2) Normal
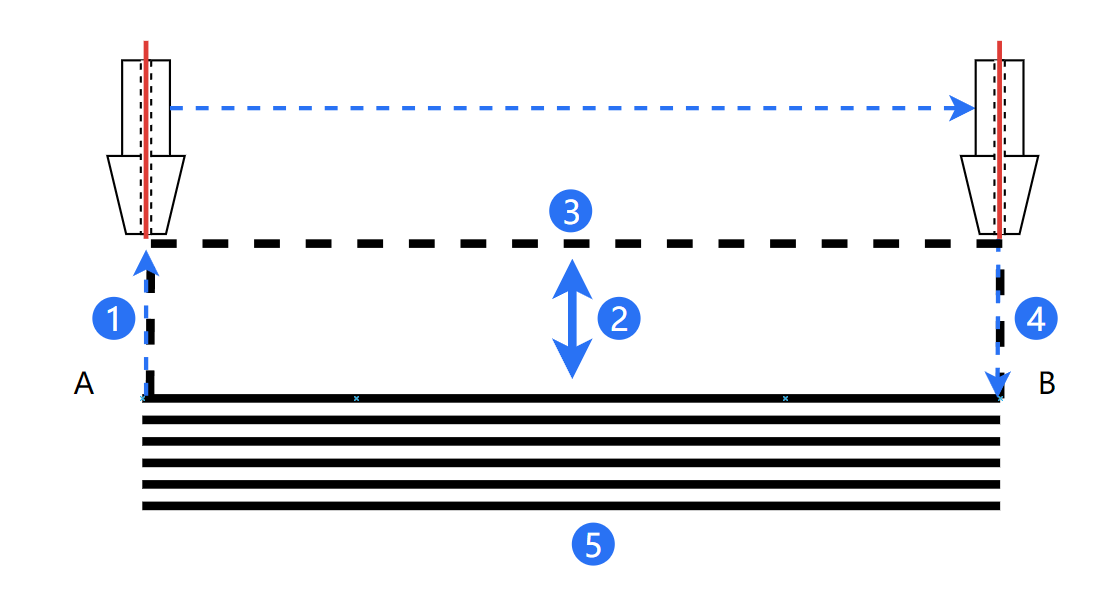
① Normal Z ekseni kaldırma
② Z ekseni kaldırma yüksekliği
③ Seyahat
④ Z ekseni düşüşü
⑤ Baskı modeli yüzeyi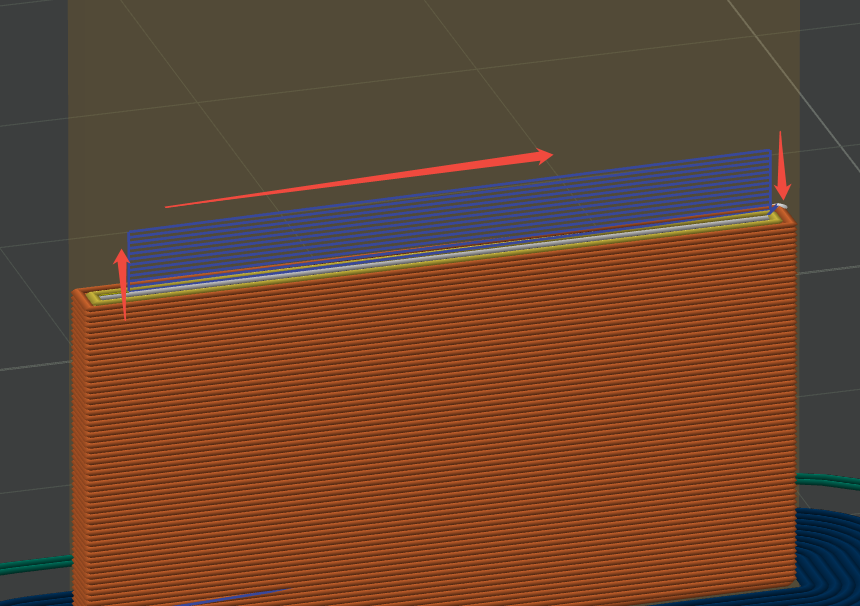
(3) Spiral
① SpiralZ asansörü
② Z ekseni kaldırma yüksekliği
③ Seyahat
④ Z ekseni düşüşü
⑤ Baskı modeli yüzeyi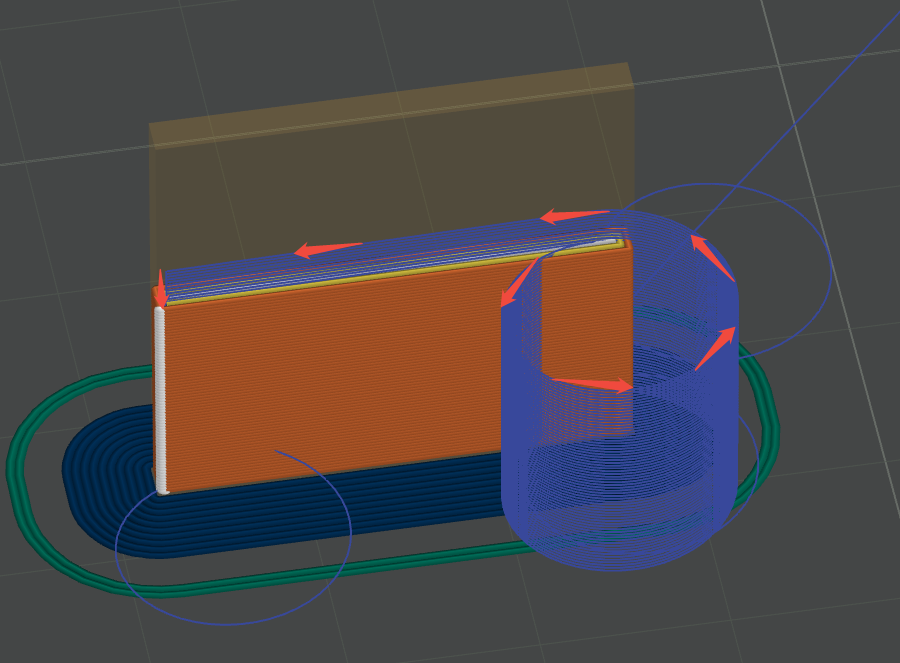
(4) Otomatik
"Otomatik" seçeneğini seçerseniz, dilimleme yazılımı algoritma aracılığıyla Z ekseni kaldırma yöntemini otomatik olarak ayarlayacaktır.
5.Z kaldırma aralığının alt ve üst sınırları
Bunu pozitif bir değere ayarlarsanız, Z kaldırma işlemi yalnızca belirtilen mutlak Z değerinin altında gerçekleşecektir.
Bunu pozitif bir değere ayarlarsanız, Z kaldırma işlemi yalnızca belirtilen mutlak Z değerinin üzerinde gerçekleşecektir.
6. Geri çekme hızı
Bu, geri çekme hızıdır.
7. Geri çekme hızı
Geri çekme işleminden sonra filamentin ekstrüdere yeniden yüklenme hızı; bunu 0 olarak ayarlamak, geri çekme hızıyla aynı olacağı anlamına gelir.
8. Seyahat mesafesi eşiği
Geri çekme işlemi yalnızca katedilen mesafe bu eşik değerinden uzun olduğunda tetiklenmelidir.
9. Yeniden başlatmada ek süre
Hareket sonrasında geri çekme telafi edildiğinde, ekstrüder bu ilave filament miktarını itecektir. Bu ayara nadiren ihtiyaç duyulur.
10. Katman değişiminde geri çekme
Katman değiştirme sırasında geri çekme işlevi etkinleştirilirse, baskı katmanı her değiştirildiğinde geri çekme işlemi zorunlu hale gelir.
11. Geri çekerken silin.
Bu işlem, geri çekme sırasında nozulu son ekstrüzyon yolu boyunca hareket ettirerek nozuldaki sızan malzemeyi temizler. Bu, yolculuktan sonra yeni bir parça yazdırırken topaklanmayı en aza indirebilir.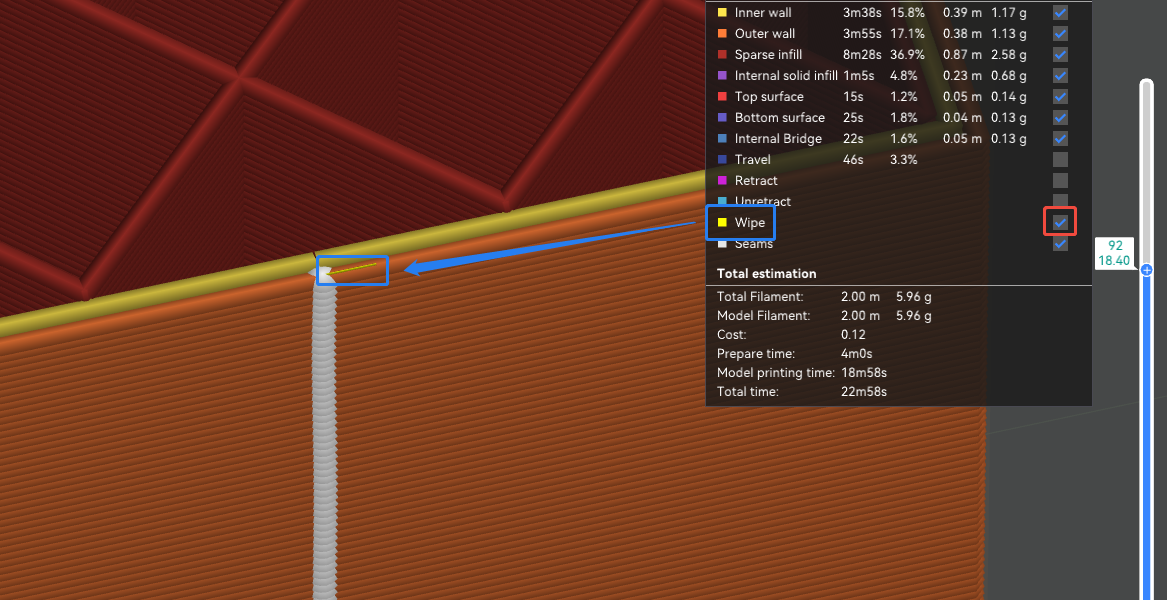
12.Silme mesafesi
Geri çekme işlemi sırasında nozulun son yol boyunca ne kadar süre hareket edeceğini açıklayın. Silme işleminin ne kadar sürdüğüne, ekstrüder/filament geri çekme ayarlarının ne kadar hızlı ve uzun olduğuna bağlı olarak, kalan filamenti geri çekmek için bir geri çekme hareketi gerekebilir.
Aşağıdaki silme işleminden önce geri çekme miktarı ayarına bir değer girerseniz, silme işleminden önce fazla geri çekme işlemi gerçekleştirilir; aksi takdirde silme işleminden sonra gerçekleştirilir.
13.Silmeden önce miktarı geri çekin.
Silme işleminden önceki geri çekme uzunluğu, toplam geri çekme uzunluğunun yüzdesi olarak ifade edilir. Varsayılan değer "0"dır. İç duvardan dış duvara baskı yaparken, dış duvarın Z-dikiş etkisini iyileştirmek için silme işleminden önce geri çekme yapmayın (silme işleminden önceki geri çekme değeri: "0").
Önlemler
(1) Geri çekme her derde deva değildir: Geri çekme, özellikle düşük viskoziteli ve yüksek akışkanlığa sahip malzemeler (PETG gibi) veya baskı sıcaklığı çok yüksek olduğunda, tüm çizimi tamamen ortadan kaldıramaz. Diğer ayarlar (sıcaklık ve hareket hızı gibi) ile birlikte optimize edilmesi gerekir.
(2) Baskı süresini artırabilir: Her seferinde geri çekme ve yeniden uzatma işlemi, toplam baskı süresini biraz artıracaktır.
(3) Filament aşınması: Sık sık geri çekme, filamentin yüzeyinde (tahrik dişlisi tarafından tutulan kısım) ilave aşınmaya neden olabilir.
(4) Esnek malzemelerin zorlukları: TPU gibi esnek filamentler için, aşırı geri çekme mesafesi veya aşırı geri çekme hızı, filamentin sıcak uçta sıkışmasına, deforme olmasına veya hatta tıkanmasına neden olabilir. Genellikle daha küçük bir geri çekme mesafesi ve daha yavaş bir geri çekme hızı gereklidir.
(5) Geri çekmeden sonra yetersiz ekstrüzyon: Geri çekme mesafesi çok büyükse veya geri çekmeden sonra ekstrüzyona yeniden başlarken "ekstra yeniden başlatma ekstrüzyon miktarı" doğru şekilde ayarlanmamışsa, yolun başlangıç noktasında malzeme yetersizliğine, delik oluşumuna veya gevşek yapışmaya neden olabilir.
(6) Filament nemli: Baskı işlemi sırasında tel çekilmesi ve sızıntıya neden olma olasılığı daha yüksektir. Tel çekilmesini azaltmak için geri çekme ayarı parametrelerini ayarlamak isteseniz bile, bu tamamen çözülemez. Daha iyi baskı sonuçları elde etmek için filamenti kurutmayı ve ardından geri çekme ayarı parametrelerini ince ayar yapmayı denemeniz önerilir.
Not: Bu makale, Anycubic Slicer Next dilimleme yazılımının 1.3.5.2 sürümüne dayanarak yazılmıştır. Yazılım sürümlerindeki tutarsızlıklar nedeniyle bazı farklılıklar olabilir.